
Introduction
This essay on what its author terms “all the appliances of modern discovery and invention” has particular interest in part because it presents then-modern steam driven machinery as a proper subject for an art magazine. More important, it also shows the existence of complex entrepreneurial firms that did more than what one would expect a sawmill to do today. City Sawmills not only, as expected, transformed raw material in the form of tree trunks into a wide range of kinds and sizes of wooden boards but it also performed complex mechanical operations for particular industries. Thus it produced veneers for cabinet makers, thin sheets of cork used in hats and shoes, and match sticks for homeworkers who turned them into Lucifers. More striking, City Sawmills produced a wide range of blocks and deadeyes necessary for builders of sailing ships and cranes and also bent steam-softened wood into parts used by coach and cab builders. These last two examples show that this establishment created both raw materials and also very complex components for specialized industries while not undertaking to manufacture the final products themselves.
Perhaps most surprising, all these “appliances of modern discovery and invention,” which depend upon the development of the steam engine, were in use in mid-nineteenth-century London, and yet, as an 1883 article in Good Words makes clear, the ancient method of producing wooden boards from felled trees persisted long after modern sawmills. In the traditional method a man, who stood beneath the trunk in a saw pit, worked one end of a long saw while another standing above him at ground level did the other — an operation that required strength, cooperation, and skill.
Many thanks to Andrew Midkiff for suggesting this material for the Victorian Web — George P. Landow
The City Sawmills
It is only in London that the economy of a Times Printing-office can be seen; that the modus operandi of a vast brewing establishment like Barclay's can be witnessed; or that the many and curious processes peculiar to various trades and manufactures can be seen to advantage—thut is to say, with all the appliances of modern discovery and invention in full and profitable employment.
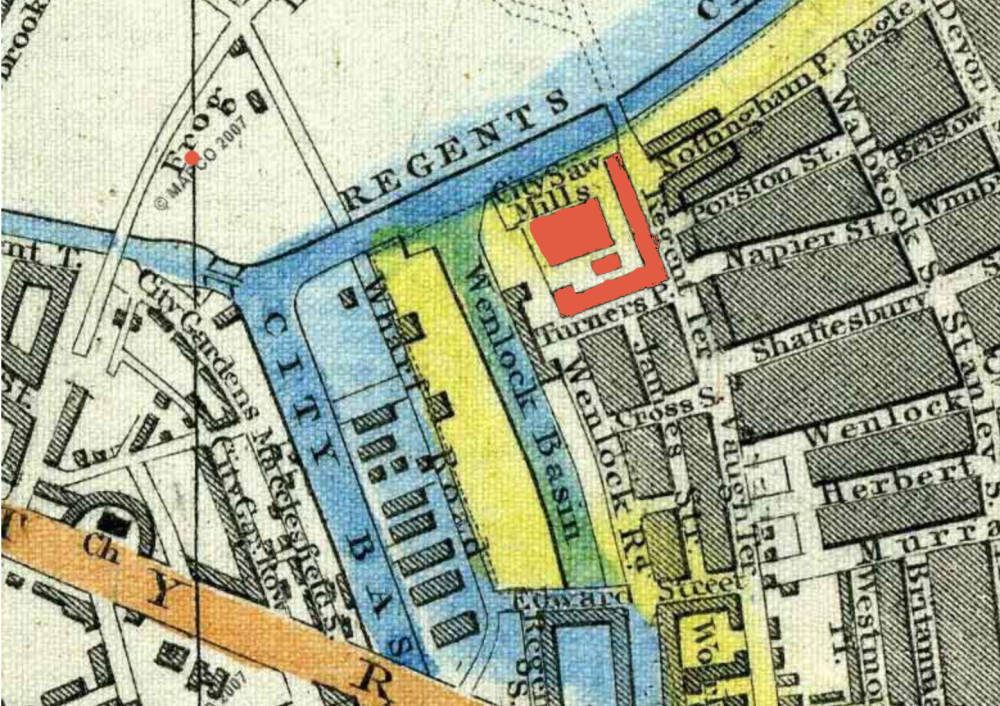
Map with the City Sawmills in red. I have colored City sawmills on a mid-nineteenth-century map from one of many found in “The Building of the Regent’s Canal” hosted at www.localhistory.co.uk.
This last sentence brings us at once to the subject of our present paper, the establishment known in London us the City Saw Mills. On the northern side of London there is a wide and populous thoroughfare called the City-road—which was opened, we believe in 1761, and was projected by a Mr. Dingley, who modestly refused to have it called by his own name. This road, about midway between the Bank of England and the Angel Tavern at Islington, is crossed by the Regent's-canal; and all along both sides of the canal and round the City-road Basin, as the widening of the canal at this spot is called, are various large wharves and manufacturing cstablishments. Various firms connected with the building and timber trades have chosen this locality for their warehouses and workshops, and the pedestrian has only to turn out of the City-road into the Wharf-road, and he finds himself in a neighbourhood, the characteristics of which differ almost as much from the ordinary City streets, as does a. backwood settlement from a village highway. In the place of houses, and shops, and well-dressed people, he is suddenly in the midst of coke, lime, slate, and stucco works, and he sees few other passers-by than workmen in their ordinary work-a-day clothes, sometimes very much whitened and soiled with dust.
Well, in the immediate neighbourhood of the' Canal-basin at the end of Wenlock-road, in fact, we come to the City Saw Mills, the largest establishment of the kind in London, or perhaps in the world. . . . Messrs. Esdailes and Margrave, the proprietors of the extensive works we are about to describe, carry on various businesses connected with the sawing and cutting of wood. In the first place, they have the largest and most complete steam power sawing apparatus in London-—hence the distinctive name, The City Saw Mills; next, they are makers of ships’ blocks, and all kinds of wooden rigging and ships’ gear, such as steering-wheels, &c. they are large producers of bent wood for carriage-shafts, &c; they drive a very extensive trade in wooden blocks for street pavements, and have invested considerable sums of money in patents for improvements in the latter; they are also the most extensive manufacturers in the world of the wooden splints for lucifer matches; have lately completed a patent for the production of cork in sheets for the making of hats; and have, lastly, “great pleasure"— as one of the firm politely informed us — “in undertaking contracts of any kind in which the sawing, cutting, shaping, or twisting of wood is an element." Thus, some ingenious persons who are opposed to the present system of telegraphic communication, — by insulated wires hung on posts along the “iron way,” —have taken out a patent for a plan of their own, by which they intend to carry the wires under the old highways, and Messrs. Esdaile and Margrave were busy at the time of our visit in preparing a solid longitudinal box of no one-knows-how-many miles in length, as a receptacle for the telegraphic wires to be so placed. This box is nothing more than a groove of about four inches deep, by an inch or so in diameter, cut in a thickish plank, so that when the separate pieces are placed end to end, the wires run through them, and the aperture carefully closed, ‘they shall form a continuous air-tight gutter of any proposed length.
The premises occupied by this firm are of the most extensive description; building having been added to building, mill to mill, workshop to workshop, and shed to shed, as the business increased, till they have spread themselves over acres upon acres of ground, and have outgrown the neighbouring estab lishments altogether. Of course, the firm have a great wharf of their own on the canal-side, and a wet dock for seasoning timber, and all kinds of apparatus for the saving of time which is money, in the strictest sense of the term; and, of course, all the machines employed are driven by steam power, and of course wherever force is required steam is made to exert it. Nevertheless, as steam-engines have no brains, it is necessary to employ some couple of hundred men and boys to tend them, besides numerous women and girls in the match making business-a very appropriate employment for the latter, certainly!
Like other large establishments, more attention has been paid to the useful than to the ornamental, so that having entered the gateway, and made ourself known to heads of the firm, we need say nothing more of the architecture of the principal buildings before us, than that it is plain and substantial, and fitted for its purpose; nor need we speak of the fire-engines kept in constant readiness; or the engine-house, where the furnace is always a-light, and the two great steam engines are continually throbbing and panting with the quantity of work before them, and the civil-spoken engineers, a11 heat and grease, are constantly on the look-out for accidents and repairs, and are altogether above a gratuity from visitors; nor need we take particular heed of the offices of the clerks; much less detain the reader longer outside,—but, accompanied by our polite conductor, enter at once the largest apartment on the premises, which is called, par excellence,
The Saw Mill
It is a strange sight indeed. . . Here, surrounded on every side by whirring wheels, and swiftly-moving shafts, and endless driving bands above and below, and a perpetual whizzing noise, we are scarcely able, at first, to take in the general aspect of the place. In a little while, however, both eyes and ears become accustomed to the scene, and we are enabled to comprehend how each separate sawing machine—and there appeared to be about a dozen of them—performed its office rightly, and fulfilled its purpose with an exactitude and integrity which machinery only can. As the principle of all the sawing engines in this mill is precisely the same, a brief description of one will suffice.
Frame Deal-Sawing Machine. [Click on images to enlarge them.]
It will be perceived, on reference to the engraving (fig. l), that this machine, technically called a saw frame, consists of an iron frame in which a number of vertical blades or saws are made to move up and down through the block, by means of motion communicated to them by an eccentric affixed to the fly-wheel of a driving shaft. In some of the sawing machines the shaft and driving strap are above the machine; but to ensure greater safety and to give more room, the motive power is most frequently coimnunicated from below. The timber to be sawn into planks is placed on revolving rests flxed to the floor, and, by a very simple but elegant arrangement, the wood is moved forward to the saws, and made to pass out at the back of the machine in the shape of so many "deals" of certain determined thickncsscs. In this way from eight to twenty saws may be made to act upon a single prepared mass of timber; and that which, ten minutes since, was merely the squared trunk of a tree, is now so many separate planks, all ready to the builder's hands. Of course no hand labour could compete with a machine like this, in either accuracy or despatch; and the rapidity and cheapness with which deal and other planks are thus produced by machinery, has doubtless given a vast impetus to the building trade in England. What man who ever made for himself a log hut in the wilderness can forget the long and painful task of preparing the timbers!
The Veneer Cutting Machines
It may be mentioned here, though this firm are timber merchants in the widest acceptation of the term—viewing, selecting, marking out, and purchasing whole forests at a time, —that all the timber sawn into planks by their machinery is the property of their customers. Having stated this fact, we may pass at once into the large room where the veneer cutting machines are in full operation. Here an altogether different scene meets our astonished gaze. If the plank sawing mill surprised us by its cleanly and excellent arrangements, the veneer mill increases surprise in us still more. Here, in an immense apartment, are some twelve great circular saws in constant motion—whirllng, whizzing, flying round and round, and sending of little clouds of dust, which sticks to your clothes and covers your hat like flour! The delicate slips of satin wood for boudoir panels and young ladies’ work tables; thinner leaves of bird's-eye and Russian maple, for library picture flames; wavy strips of oak and sycamore, chestnut and ebony, walnut and cedar, for the various parts of highly flnished and high-priced cabinet work; wide planks of rose wood and mahogany for dining-room tables and rest-provoking couches; and yet more delicate slices of birch and zebra wood for drawing-room ottomans and dream-inviting easy chairs!—all cut and prepared for the artist-workman at these tremendous-looking, circumferential frames of wood and steel.
We regret that our artist neglected to make a drawing of one of these ingeniously contrived and yet simple machines; but we will endeavour to make a “word picture” instead. Well, then, each of these circular saws, whether its circumference be twenty-four feet or fifty-four — the smallest and the largest in the mill — consists of an immense circular frame, all round the edge of which is aflixed a steel chuck or holder. This chuck retains the actual saw or cutting edge—which is put on in sections of about three feet, for the convenience of removal when out of repair &c. — in its place. The motion is given by a simple driving band from the engine-room; and the block of timber, sliding on rollers similar to those in the deal cutting machine, is guided by to the edge of the saw by an attendant workman, who, while the machine in motion, is careful to keep the teeth of the saw free from dust, by means of little pieces of wood which he presses against them as they leave the plank. The office of the workman who attends this machine is of great care and nicety, for if a hole or knot occurs in the wood, it is necessary sometimes to stop the motion of the machine, — which is done, of course, by throwing the machine out of gear, an operation understood by all who ever watched a steam-engine at work, — perhaps the veneer would be greatly injured. The precise thickness of the veneer is regulated by a gauge screw, and to such extreme fineness may the gauge be set, that a mere shaving may be taken off a plank with the same ease as a veneer of a quarter of an inch in diameter. The generality of veneers, however are from a tenth to an eighteenth of an inch in thickness. The harder kinds of furniture wood require a saw with a greater “set,” as it is technically called, of the teeth, set so that out of a given quantity of timber a greater or lesser numbers of veneers is produced accordingly. On the inner side of the revolving saw-plate is affixed a mass of wood which rises gradually from the edge towards the centre, the purpose of which is to bend the veneer from the mass as soon as it leaves the teeth of the saw, so that, when detached from the parent trunk or plank, it may be readily taken away, and piled beside its fellows on the bench. The veneers are then brushed, examined, sorted, and placed in racks in the drying room — an apartment heated by pipes into which the “used-up” steam is admitted. There is very little waste steam in this establishment, as we shall see presently in another part of the premises.
The Cork Cutting Machines
Near to this mill is the apartment devoted to the cork cutting machines. These are somewhat like the veneer machines in principle, and their office is to cut from the rough sheets of cork-bark, those extremely thin and tissue-like veneers — if the expression be allowable in reference to this material — of which the bodies of hats and the inner soles for boots and shoes are made. All who have ever worn a cork hat know something of the comfort of it, and all who have ever put a pair of cork soles in their shoes will appreciate the value of this manufacture. The elasticity of the cork allows it to expand to the head, and prevents those aches and pains of which so many persons complain who are obliged to keep their hats on for any length of time. So extremely fine have tissues of cork been cut by this machine, that 500 slices were less than an inch in thickness. At the Great Exhibition in Hyde-park these cork veneers were exhibited, and obtained for their patentees a prize medal. There is also a machine used for the cutting of cork into fibres for sofa and mattrass stuffing; and we understand that this firm have recently patented a fabric of woven cork and whalebone for the manufacture of hats. The cork fibre is also extensively used for life belts, and other contrivances for the preservation of life from shipwreck.
We may now, having spent rather too much time in this department, proceed to the block mill.
The Block Mill
Everybody knows what a ship's block is. At the Government works at Chatham they have some ingenious and complicated machinery for the making of large blocks out of one piece of wood. At the City Saw Mills the larger kinds of blocks are composed of separate pieces, which are made to fit together with the utmost strength and nicety. It is not considered by any means necessary that the large blocks should be made of a single piece. Indeed the firm assert that their mode of construction gives a strength to the block which cannot be obtained by the Government method; for if a block, consisting of one piece only, should happen to receive a severe fall, it would probably split, while a similar accident would have no effect on a block composed of several pieces. And again, where the block is of one piece of wood, it is subject to split in the direction of its grain, by the mere action of the weather.
But to describe the smaller blocks first. These are necessarily made from a single piece; and in the production of one block, a series of seven or eight processes are gone through. The wood chosen, well-seasoned elm, is cut into blocks at a circular saw; the block is then drilled, then morticed, then cut at the corner, then gauged for rope and grappling, then shaped, sheaved, and finally finished for sale. Each of these processes requires different tools and separate machines. We will endeavour, with the aid of the artist, to explain these processes to the reader.
As the making of a solid block is identically the same whatever be its size, we will suppose that the reader follows the order which the writer observed when at the mill. A double block is being made. First, the wood is cut into the size of the intended block by means of a circular saw, which goes through it as easily as if it were cheese! Then four holes are drilled in the square mass at a simple machine (fig. 2.) made for that purpose.
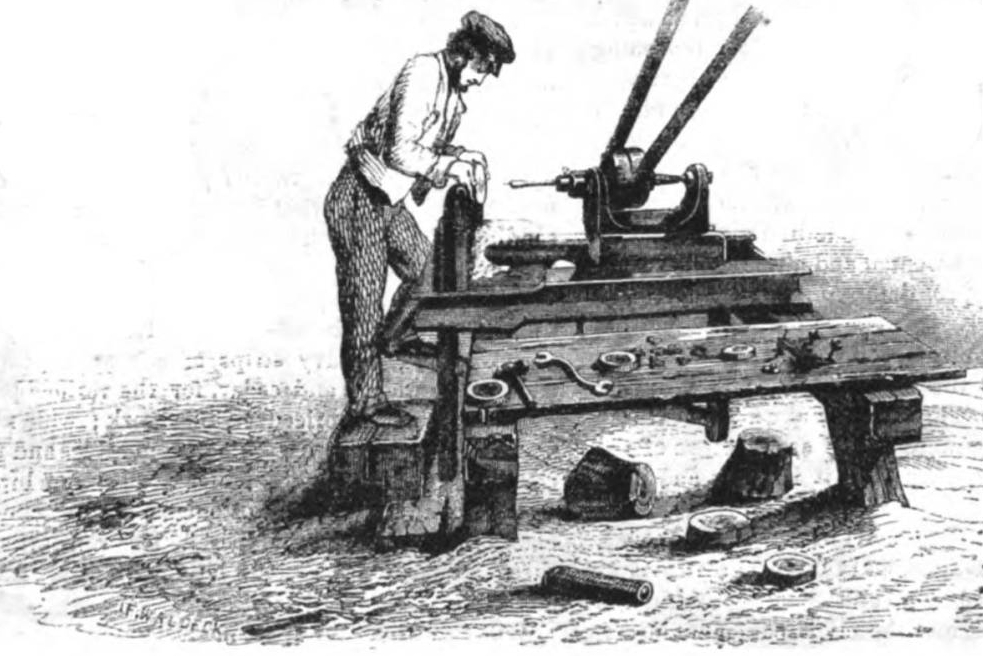
Figure 2. Block Drilling Machine
The block is then taken to a saw bench (fig. 3),—a “double block morticing machine," as it is called, — and, by the application of a circular saw, a deep indented cut is made on each side so as nearly to meet; which operation leaves the mass of wood as a simple square with two mortices cut in it, the longitudinal pieces being afterwards knocked out.

Figure 3. The Double Block Mortising Machine
It is then taken to a saw bench, and the corners are cut off, which gives it thc first rude outline of a ship's block. It is then taken to the shaping machine (fig. 14), as seen in the engraving, where it is brought a step nearer completion. Being fixed in a frame, a set of revolving cutters is made to play upon its surface, and determines its exact shape.

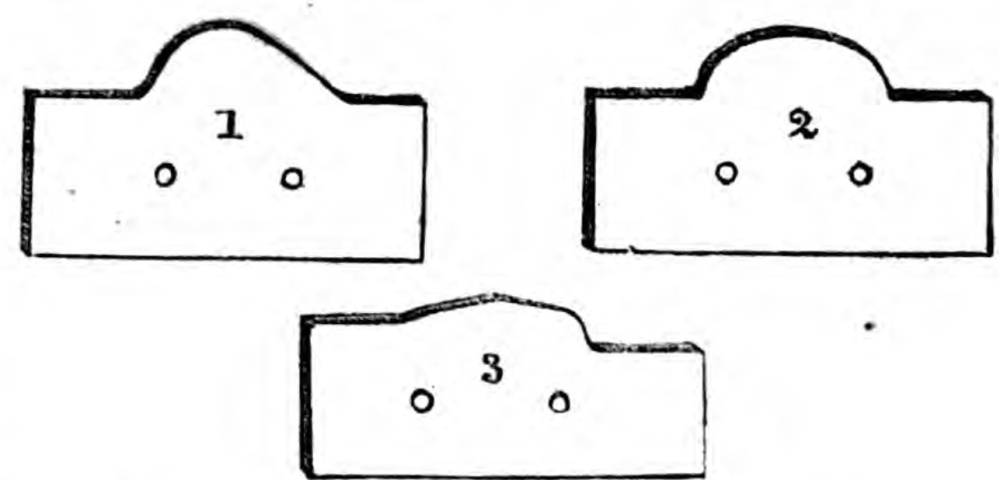
Left: Figure 14. Block Shaping Mchine. Right: [unnumbered figure] Side Pieces Used in the Shaping Machine.
This is accomplished by means of the wheel seen on the left-hand side of the engraving. This wheel travels over a curvilinear side-piece, by which the outline of the block is determined. The wheel is, in short, a guide to the cutting instrument, the motion of the two being identical, the one tracing its course over the pattern, and the other producing a fac-simile of the pattern upon the wood submitted to it. The side pieces are of course removeable, and have nothing to do with the action of the machine further than as guides to the cutters. They are of various shapes and sizes, as in the diagrams 1, 2, 3, and are used equally for the solid and the joined blocks.

Figures 5, 6, & 7.
The socket is now gouged out, so that the block may be attached by rope strapping. This is done by a machine of similar construction, but by a differently shaped tool. The shaping machine also makes another block, which is technically called a dead eye (fig. 5), a phrase most persons will under stand by reference to the drawing of the same little block with a rope attached (fig. 6), though, in the latter case, a different view of it is given. We have now got the shell of the block. We have next to see how the sheaves over which the ropes are to pass are produced. These sheaves are made of lignum vitae — the hardest wood — and turn on a pin which passes through the block and is securely fastened on each side. The lignum vitae having been rowidcd at a saw bench is bored for the pin at an engine similar to the drilling-machine. A tool shaped like this (fig. 7) is used for that purpose. It is an operation requiring great care and skill. The sheave fixed, and the iron pin which holds it in its place firmly clenched on either side, nothing remains but to smooth and polish it; and the little block, — on the free working of which, it may be, the safety of many a brave fellow may depend in storm and wreck, — is finished and ready for use.
In the production of the larger kind of blocs — some of which, with their hooks and rings attached, weigh a couple of hundred Weight, and which must of course be made produced at a much cheaper rate than if they were cut out of waste caused by morticing is solid wood, because all the saved [sic]. In these, as in the smaller kinds, all the parts, however, are produced by machinery; and the shell, when put together, is shaped and finished (Fig. 8.) (Fig.9.) in a similar manner to that already described. But with regard to their sheaves, a very important variation takes place. For greater strength and security, the pin which holds the sheave in its place in the block is make to pass through an iron centre, called a coak or heart. In the diagrams (figs. 8, 9) we have views of this part of the block, both horizontally and sectionally.


Figures 8, 9, & 10.
On each side of the lignum-vitae sheave one of these coaks is inserted and securely fixed; and a little space is left between them for the introduction of oil or grease, to promote the more free working of the pin. All the parts of the block, except the iron casting for the block, are made and finished on the premises. A patent block, with an internal iron strapping, is also produced here, which is said to be extremely strong and useful; and is also intended to supersede the perishable rope strapping. Sometimes, in the very largest kinds of blocks, the sheaves are wholly of iron (fig. 10).
Various machines are in use at this establishment for the making of steering wheels and other portions of a ship's economy ; but as our space is limited and our time is short, and as, moreover, there is little novelty in the machines themselves, we pass at once to the bent timber department.
The Bent Timber Department
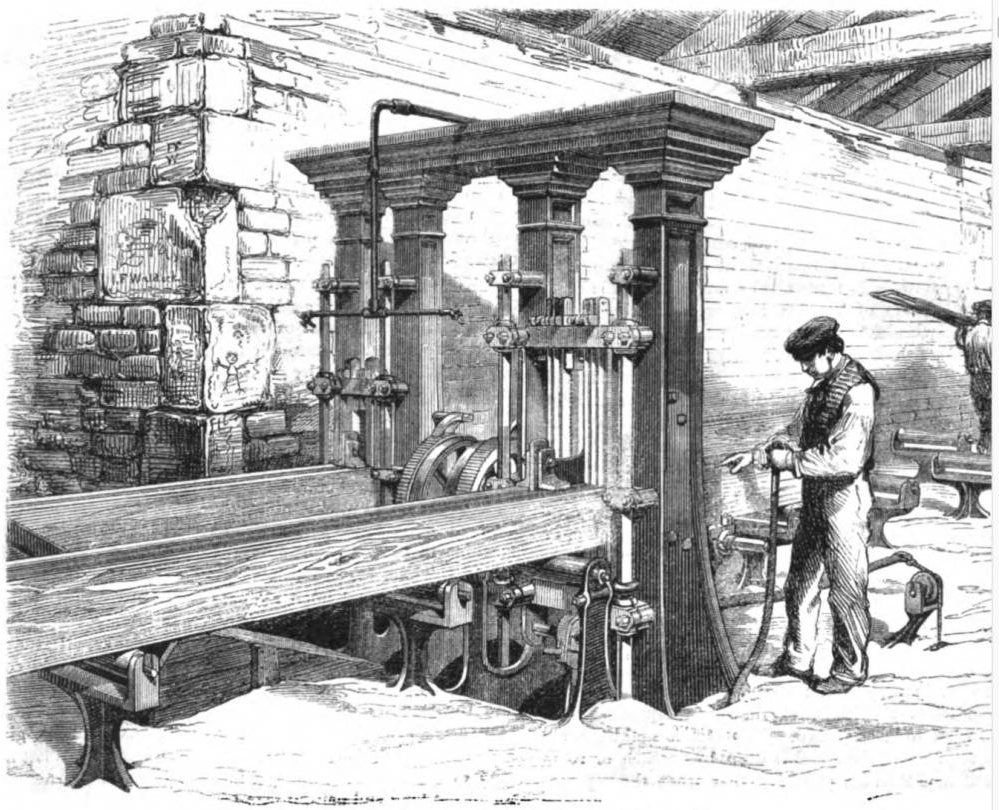
On the very first entrance into this portion of the premises, we are struck with another instance of the economical use of steam. Here the steam which has previously driven two great engines — capable, we believe, of exerting, each of them, a force equal to two hundred horses — is employed for the purpose of softening the fibres of wood previous to its being bent into the shapes required. The engraving will give a good idea of the appearance of the steam tank into which the straight pieces of wood are inserted, so that they may undergo the necessary saturation with steam to fit them for the bending process.

Figure 4. Steam tank for saturating the wood previous to its being bent
Of course little more can be said in explanation of this formidable-looking apparatus (fig. 4), now that its office is explained, except that the wooden head represented in the engraving is the lower part of a shaft for carrying off the steam that really is wasted; and that the two tall workmen who appear to be helping each other to do nothing are not actually necessary to the steaming process! In the next picture, however, we shall see what they really are necessary for. Meanwhile, as we stand beside the tank, and watch the escaping steam, as it endeavours with all its might to ascend the shaft, and so “waste its sweetness on the murky air,” we may as well explain what we know of the why and the wherefore of this steam-bending of ash and lance-wood poles. Well, then, these woods are principally used for the making of carriage-shafts and futchels; though for window sash-frames, waggon-tilt heads, and various other minor purposes, bent wood is in considerable request. Lancewood and ash are capable, when sufficiently steamed, of being bent into various shapes which no after-force can prevent them retaining. Thus they are peculiarly adapted for the carriage builder's purpose.

Figure 12. The Bending Bench.
After having undergone the ordeal of steam, the poles are taken to a bench, and there forcibly bent into the positions and shapes required. A glance at the engraving (fig. 12) will explain this part of the process much more quickly than the pen can describe it. This is, of course, quite a mechanical operation. The object being acted on by force of muscles and iron bands, and cranks, is the futchel of a phaeton—or rather, one of a pair of twisted arms which pass beneath the vehicle, and to the extremities of which the shafts are attached; and in the small engraving below (fig. 11), it will be seen how, when the wood is once bent, it is made to keep its shape till it is quite dry, and crooked for ever.

Figure 11. Futchel fixed in frame for drying.
. It is not necessary that we should visit the drying-room, which is much too hot for any but an African, and which is heated with more “used-up steam;” or that we should stay long examining the piles upon piles of timber in the yards and on the wharves, in all states, —rough trees with the brown and green of the forest even yet upon their barks; smooth trees lying idly in wide wastes of water; squared and peeled trees, huddled together in unruly heaps, as if they were communing among themselves upon their altered fortunes; trees that are not trees, but simply masses and trunks of sawn and prepared timber, stacked in tall square, compact heaps, like unfinished block houses in the wilderness, with interstices between the several pieces for the sake of air; trees that look worn with the dust and smoke of London, and which even house sparrows would disdain to look upon; trees of all shapes, sizes, and appearances.
But they are good and excellent trees, nevertheless; for they are brought from far over the seas, whole hundreds of them at a time, and are paid for at the highest prices and with ready money in the market, for the only and sole purpose of making Lucifer matches of! Yes, it is quite true, that the very best pine deals which come into the port of London are bought for that purpose—congreves sold in the streets by starving women and shoeless children!
The Match-Cutting Machine
We were favoured with a sight of the match-cutting machine, certainly one of the most curious, the most simple, and most ingenious engines in the possession of the firm. But as its construction is the subject of patent, and its principle is a secret, we shall attempt no further description than to say that blocks of wood are divided and sliced into the rectangular splints of which congreve matches are made with a rapidity and correctness truly astonishing. Some idea may be formed of the amazing rapidity of the operation, when we say that upwards of seventy-three thousand splints may be produced in a minute. That is, that during the time the attendant is at work, when all things are favourable, the match splints are produced at that rate. The dividing instrument can make fifty incisions in the slice of wood at the same instant that the knife or plane cuts off a slice from the block; and six blocks of wood, each the length of two matches, can be brought under the operation of the machine at the same time, the slicing-knife making one hundred and twenty-two strokes, or as many strokes as the fly-wheel of the steam-engine makes revolutions per minute. Thus: —
50 x 6 x 122 x 2= 73,200
This calculation is, of course, only one of the curiosities of the machine. The actual rate, owing to the loss of time in placing and turning the wood, adjusting the knives, &c. &c., cannot be reckoned nearly so high. Millions of splints, however, are produced by this machine in the course of a week; and though course of proceeding is adopted. These, as we said, consist simply of plain boards attached at the ends by pieces inserted between, with the grain of the wood at right angles to the grain of the boards or cheeks. If they be double blocks, they consist of three side pieces and double ends. Of course blocks of this description can be produced in such quantities, they are really counted and sold by number. The method of counting is extremely simple. Being gathered together by women and -girls, they are placed in a receptacle which holds 1,800,-one bundle. Two of these make what is called a gross, because when divided in their centres they fill a gross of boxes of fifty matches each. The splints before dipping are sold for fourpence three-farthings per gross. The dipping is quite a separate trade, and is sometimes carried on in factories, but oftener in garrets and poor people's houses; and the selling — we know how they are sold. The consumption of these little articles in Great Britain must be enormous. In consequence of the great quantity of water in the composition of the wood, the splints are some times a fortnight in the drying-room before they are fit for sale!

Figure 13. Clipping of Logwood.
There are several other processes of minor importance carried on at these mills, to which we can only allude. The clipping of logwood for manufacturing chemists and dyers, at a machine of simple and effective construction (fig. 13), and the production of the wood blocks for carriage-pavements, by means of an instrument not unlike the block morticing machine, are both processes worthy observation, on account of the extremely easy and natural manner — if such a phrase be admitted — with which they perform the tasks allotted them. We have now made the circuit of the premises, and have visited in succession all that is most worthy of remark. We might, had we been so inclined, have indulged in a few reflections by way of wind-up; or we might have treated the reader to a few statistics and commercial facts touching the various matters we have seen and attempted to describe; but — we forbear, and bid them adieu!
Bibliography
“A Day at the City Saw Mills.” The Illustrated Magazine of Art. 1 (1853): 98-104. Hathi Trust online version of a copy in the Princeton University Library. Web. 28 December 2020.
Created 30 December 2020